Giải thích ký hiệu: chữ S trong mác thép là thép kết cầu. Phần phía sau: 50C, 55C, 45C chỉ hàm lượng Cacbon trong thép. Loại thép này có 2 dạng là dạng tròn và dạng tấm.
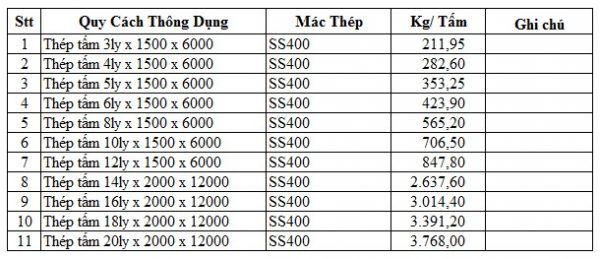
SS400 là thép được sản xuất theo tiêu chuẩn của Nhật Bản là JIS G 3101. Mác thép SS400 được sử dụng nhiều trong chi tiết máy, gia công khuôn mẫu…
Trong đó, SS là viết tắt của Steel Structure. Số 400 là độ bền kéo, tương đương 400 Mpa. Tất nhiên, đó chỉ là con số, thực thế SS400 chỉ đạt dưới 400 Mpa.
SS400 thuộc dạng thép cán nóng, được sử dụng tại những vị trí làm việc đòi hỏi cường độ thấp, không quan trọng và không ảnh hưởng trực tiếp tới hoạt động của máy.
Ưu điểm: Giá thành rẻ, dễ gia công, dễ hàn.
Nhược điểm: Không tôi cứng được.
|
Mác thép |
Thành phần hoá học (%) |
||||||
|
C |
Si |
Mn |
Ni |
Cr |
P |
S |
|
|
SS400 |
0.11 ~ 0.18 |
0.12 ~ 0.17 |
0.40 ~ 0.57 |
0.03 |
0.02 |
0.02 |
0.03 |
|
S50C |
0.47 ~ 0.53 |
0.15 ~ 0.35 |
0.6 ~ 0.9 |
0.2 |
0.2 |
0.030 max |
0.035 max |
|
S55C |
0.52 ~ 0.58 |
0.15 ~ 0.35 |
0.6 ~ 0.9 |
0.2 |
0.2 |
0.030 max |
0.035 max |
Bảng so sánh thành phần hóa học thép S50C, S55C và SS400
♦ Bảng so sánh Tính chất cơ lý tính:
| Mác thép | Độ bền kéo đứt | Giới hạn chảy | Độ dãn dài tương đối | độ cứng |
| N/mm² | N/mm² | (%) | ||
| SS400 | 310 | 210 | 32 | 120Hv~140Hv |
| S50C | 590 ~ 705 | 355 ~ 540 | 15 | HBW143~187 |
| S55C | 610 ~ 740 | 365 ~ 560 | 13 | HBW229~285 |
Cần độ cứng cao, mức chịu đựng tốt sẽ chọn S45C. Ngược lại mức chịu đựng (giới hạn kéo) không quá quan trọng thì dùng SS400. Tuy nhiên, với chi tiết cần hàn thì chọn SS400 là lựa chọn tốt nhất.
Vì dụ lựa chọn thép cho thiết kế chế tạo máy.
Thép SS400 bền kéo là 400(N/mm2), của S45C là 570(N/mm2). Nếu tôi S45C sẽ đạt cứng 690(N/mm2). Nhưng SS400 thì lại k tôi cứng lên được.
Hoặc khi chọn vật liệu cho trụ tròn, quay với tốc độ cao thì chắc chắn sẽ chọn S45C. Nhưng nếu tải nhẹ, không quá quan trọng mà cần tiết kiệm chi phí thì chọn sang SS400 dạng tròn.
SU304 cũng là 1 mác thép thông dụng trong chế tạo cơ khí, thậm chí nó được coi là loại thép phổ biến nhất trên thế giới. Mọi người thường gọi là inox 304, thép không gỉ 304.
SUS304 chứa 18Cr-8Ni, được sử dụng tại những vị trí không cần xử lý bề mặt, chống gỉ được, không bị nam châm hút.
Nếu là thép tấm thì có sẵn các độ dày 0.3; 0.4; 0.5; 0.6; 0.8; 1.0; 1.2; 1.5; 2.0; 2.5; 3.0; 4.0; 5.0; 6.0 ….
Độ dày tấm tiêu chuẩn của SUS304 có thể được chia như sau:
Có 2 phương pháp sản xuất ra SUS304 là cán nóng (JIS G4304) và cán nguội (JIS G4305).
|
ĐỘ DÀY TẤM [MM] |
CHIỀU RỘNG [MM] | ||
| DƯỚI 1000 | 1000 TRỞ LÊN VÀ ÍT HƠN 1250 |
1250 TRỞ LÊN VÀ NHỎ HƠN 1600 |
|
| 2,00 trở lên và nhỏ hơn 2,50 | ± 0,25 | ± 0,3 | – |
| 2,50 trở lên và nhỏ hơn 3,15 | ± 0,30 | ± 0,35 | ± 0,40 |
| 3,15 trở lên và ít hơn 4,00 | ± 0,35 | ± 0,40 | ± 0,45 |
| 4,00 trở lên và nhỏ hơn 5,00 | ± 0,40 | ± 0,45 | ± 0,50 |
| 5,00 trở lên và nhỏ hơn 6,00 | ± 0,50 | ± 0,55 | ± 0,60 |
| 6,00 trở lên và nhỏ hơn 8,00 | ± 0,60 | ± 0,65 | ± 0,65 |
| 8,00 trở lên và nhỏ hơn 10,0 | ± 0,65 | ± 0,65 | ± 0,65 |
| 10.0 trở lên và nhỏ hơn 16.0 | ± 0,70 | ± 0,70 | ± 0,70 |
| 16.0 trở lên và nhỏ hơn 25.0 | ± 0,80 | ± 0,80 | ± 0,80 |
| 25.0 trở lên và nhỏ hơn 40.0 | ± 0,90 | ± 0,90 | ± 0,90 |
| 40.0 trở lên và nhỏ hơn 63.0 | ± 1,0 | ± 1,0 | ± 1,2 |
| 63.0 trở lên và nhỏ hơn 100 | ± 1,1 | ± 1,2 | ± 1,3 |
| 100 trở lên và ít hơn 160 | ± 1,3 | ± 1,3 | ± 1,4 |
| 160 trở lên và ít hơn 200 | ± 1,6 | ± 1,6 | ± 1,7 |
| ĐỘ DÀY TẤM [MM] | CHIỀU RỘNG [MM] | |
| DƯỚI 1250 | 1250 TRỞ LÊN VÀ NHỎ HƠN 1600 |
|
| 0,16 trở lên và nhỏ hơn 0,25 | ± 0,03 | – |
| 0,25 trở lên và nhỏ hơn 0,30 | ± 0,04 | – |
| 0,30 trở lên và nhỏ hơn 0,60 | ± 0,05 | ± 0,08 |
| 0,60 trở lên và nhỏ hơn 0,80 | ± 0,07 | ± 0,09 |
| 0,80 trở lên và nhỏ hơn 1,00 | ± 0,09 | ± 0,10 |
| 1,00 trở lên và nhỏ hơn 1,25 | ± 0,10 | ± 0,12 |
| 1,25 trở lên và nhỏ hơn 1,60 | ± 0,12 | ± 0,15 |
| 1,60 trở lên và nhỏ hơn 2,00 | ± 0,15 | ± 0,17 |
| 2,00 trở lên và nhỏ hơn 2,50 | ± 0,17 | ± 0,20 |
| 2,50 trở lên và nhỏ hơn 3,15 | ± 0,22 | ± 0,25 |
| 3,15 trở lên và ít hơn 4,00 | ± 0,25 | ± 0,30 |
| 4,00 trở lên và nhỏ hơn 5,00 | ± 0,35 | ± 0,40 |
| 5,00 trở lên và nhỏ hơn 6,00 | ± 0,40 | ± 0,45 |
| 6,00 trở lên và nhỏ hơn 8,00 | ± 0,50 | ± 0,50 |
| 8,00 trở lên và nhỏ hơn 10,0 | ± 0,60 | ± 0,60 |
| 10.0 trở lên và nhỏ hơn 16.0 | ± 0,70 | ± 0,70 |
| 16.0 trở lên và nhỏ hơn 25.0 | ± 0,80 | ± 0,80 |
SPCC là tấm thép cán nguội thông dụng, có bề mặt khá nhẵn, tuy nhiên dễ gỉ.
Độ dày phổ biến: 0.4; 0.5; 0.6; 0.7; 0.8; 0.9; 1.0; 1.2; 1.4; 1.6; 1.8; 2.0; 2.3; 2.5; 2.8; 3.2 là lớn nhất.
Loại thép này thường được sử dụng làm tấm chắn ngoài của đế máy hoặc cửa đóng mở,… Trước đó cần xử lý mặt bằng sơn gia nhiệt để chống gỉ.
Bảng thành phần hóa học:
| Symbol o f Class | SPCC | SPCD | SPCE | SPCF | |
| Chemical Composition | C max. | 0.15 | 0.12 | 0.1 | 0.08 |
| Si max. | ─ | ─ | ─ | ─ | |
| Mn max. | 0.6 | 0.5 | 0.45 | 0.45 | |
| P max. | 0.1 | 0.04 | 0.03 | 0.03 | |
| % | S max. | 0.05 | 0.04 | 0.03 | 0.03 |
Tác giả: Admin











 Thép S50C khác với thép S55C như thế nào?
Thép S50C khác với thép S55C như thế nào?
 Thép SKD11 khác với thép SKD61 như thế nào?
Thép SKD11 khác với thép SKD61 như thế nào?
 Thép S50C: Đặc điểm, thông số kỹ thuật và ứng dụng phổ biến
Thép S50C: Đặc điểm, thông số kỹ thuật và ứng dụng phổ biến
 Tiêu chuẩn ASME là gì? Vai trò của ASME trong ngành vật liệu và cơ khí
Tiêu chuẩn ASME là gì? Vai trò của ASME trong ngành vật liệu và cơ khí
 Mua thép P20 ở đâu? Hướng dẫn lựa chọn nhà cung cấp uy tín
Mua Thép SKD61 Ở Đâu? Hướng Dẫn Chọn Nhà Cung Cấp Thép SKD61 Uy Tín
Mua thép P20 ở đâu? Hướng dẫn lựa chọn nhà cung cấp uy tín
Mua Thép SKD61 Ở Đâu? Hướng Dẫn Chọn Nhà Cung Cấp Thép SKD61 Uy Tín
 Mua thép 2083 ở đâu? Hướng dẫn chọn nguồn cung cấp uy tín cho doanh nghiệp
Mua thép 2083 ở đâu? Hướng dẫn chọn nguồn cung cấp uy tín cho doanh nghiệp
 Thép gió: giải mã sức mạnh của vật liệu "kim cương" trong ngành cơ khí
Thép gió: giải mã sức mạnh của vật liệu "kim cương" trong ngành cơ khí